高效电机(HighEfficiencyMotor)是指效率较高的电机,其效率应该满足相关的能效等级要求。电机是各种设备的动力源,广泛应用于工业、农业、建筑以及公用设施等领域。电机也是耗电量最大的单一用电单位。根据2010年中国发展与改革委员会公布的数据显示,中国电机年耗电量约为2万亿千瓦时,占全国用电总量的60%和工业用电量的80%。电机节能潜力巨大。目前,中国大量使用的电机主要是普通电机,能效水平较低。高效电机在中国的市场普及率不足3%。为了应对气候变化带来的影响并提高国家的能源使用效率,中国政府对高效电机的使用做出了强制性规定。从今年7月起,只有符合中国国家能效等级2级的电机才允许在市场上销售。这意味着在不久的将来,高效电机将会取代所有的传统电机。
二、节能措施
电动机提高效率的措施。电机的节能是一项系统工程,涉及电动机的全寿命周期,从电动机的设计、制造到电动机的选型、运行、调节、检修、报废,要从电动机的整个寿命周期考虑其节能措施的效果,国内外在这方面主要考虑从以下几个方面提高电机的效率。
节能电动机的设计是指运用优化设计技术、新材料技术、控制技术、集成技术、试验检测技术等现代设计手段,减小电动机的功率损耗,提高电动机的效率,设计出高效的电动机。
电动机在将电能转换为机械能的同时,本身也损耗一部分能量,典型交流电动机损耗一般可分为固定损耗、可变损耗和杂散损耗三部分。可变损耗是随负荷变化的,包括定子电阻损耗(铜损)、转子电阻损耗和电刷电阻损耗;固定损耗与负荷无关,包括铁芯损耗和机械损耗。铁损又由磁滞损耗和涡流损耗所组成,与电压的平方成正比,其中磁滞损耗还与频率成反比;其他杂散损耗是机械损耗和其他损耗,包括轴承的摩擦损耗和风扇、转子等由于旋转引起的风阻损耗;其主要提高效率的措施有:
电机节能几种技术
全赢商业平台”在电机系统节能领域的优势是:在首先满足负载要求功能的前提下,设计、制造和选用合适的系统部件,并将它们合理组合匹配,以使系统综合节能效果和系统性价比达到最佳或较佳的综合工程技术。
1、高效电机替换
高效电机具有如下主要优势:
(1)由于满载和部分负载运行时效率都提高,因此可以节约能源,降低运行成本;
(2)由于损耗小、发热少,温升较低,因此电动机的使用寿命、可靠性都会提高;
(3)长时间运行节能效果比较明显,有助于减少二氧化碳排放量,保护环境
2、优化电机系统的运行和控制
以先进的智能技术为重点,改进传统的工艺拖动、牵引拖动,推广软启动装置、无功补偿、计算机自动控制系统等技术.
相控调压节能技术
相控调压原理:相控调压装置通过实时检测电动机的电压与电流的相位差,不断调整电动机的电压,使电机的输出功率与实时负载精确匹配,从而有效地降低电机的功率损耗,减少不必要的电能损耗,实现“所供即所需”。
相控调压特点:
(1)在高效节电的同时,不改变电机的转速,不影响设备的正常工作;
(2)提升电机效率及功率因数、降低无功损耗,延长电机寿命;
(3)具有软启动与软停机功能,有效消除电机机械冲击和大启动电流;
(4)降低电机温度、噪音,改善工作环境,降低运行成本和维护费用。
3、电机减容增效改造
(1)电机减容增效原理及特点:根据电动机实际运行工况、容量需求,重新设计制造,减小电动机容量,使之按需输出,减少损耗和高效运行,达到节能的目的。
(2)从节电的角度看,电动机节电解决的是电动机运行效率远低于额定效率问题。电动机减容改造,有效地减少运行时的各类损耗,提高电动机运行效率,保持电机的输出与负载的匹配。
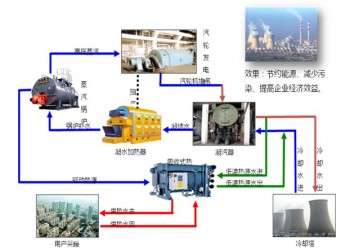
三、工艺流程
在工业生产中,数量众多的电机是最主要的耗电设备,其耗电量约占整体工业电耗的60%以上,大多数的企业都面临着电机系统效率低、系统匹配不合理等诸多问题。利用变频器和自动化控制技术,可实现最高40%的能耗节省。
为实现这一目标,Wis-auto有效集成国内外先进适用的电机节能技术和能源管理模式,推出了从节能诊断、评估、设计,到改造、运行、升级的电机系统节能解决方案,旨在通过变频调速、系统控制策略等综合性技术手段,提升整个电机系统(包括电动机、被拖动装置、传动控制系统及管网负荷)的能源使用效率。
主要工作流程:
-系统节能诊断:能耗分析与诊断,发现并确定引发能耗过高的关键因素
-解决方案设计:根据现场条件,设计针对性节能技术方案、产品配置方案及工程实施方案等;
-产品与集成:甄选匹配的节能技术与产品,全球化采购与交付;
-控制系统设计:设计整体系统系统与策略,实现设备无缝集成;
-系统安装调试:整体方案实施,电气系统安装调试至工程全面投运;
-节能计量与验收:设计节能评估方案,测量并记录能源使用情况;
-维护及优化:持续跟进维护,保障稳定运行同时,发现更优化节能机会;
四、外部环境引发的问题和解决方案
1.由于电机本身密封不良,加之环境跑冒滴漏,使电机内部进水或进入其它带有腐蚀性液体或气体,电机绕组绝缘受到浸蚀,最严重部位或绝缘最薄弱点发生一点对地、相间短路或匝间短路现象,从而导致电机绕组局部烧坏。
相应对策:①尽量消除工艺和机械设备的跑冒滴漏现象;②检修时注意搞好电机的每个部位的密封,例如在各法兰涂少量704密封胶,在螺栓上涂抹油脂,必要时在接线盒等处加装防滴溅盒,如电机暴漏在易侵入液体和污物的地方应做保护罩;③对在此环境中运行的电机要缩短小修和中修周期,严重时要及时进行中修。
2.由于轴承损坏,轴弯曲等原因致使定、转子磨擦(俗称扫膛)引起铁心温度急剧上升,烧毁槽绝缘、匝间绝缘,从面造成绕组匝间短路或对地“放炮”。严重时会使定子铁心倒槽、错位、转轴磨损、端盖报废等。轴承损坏一般由下列原因造成:①轴承装配不当,如冷装时不均匀敲击轴承内圈使轴受到磨损,导致轴承内圈与轴承配合失去过盈量或过盈量变小,出现跑内圈现象,装电机端盖时不均匀敲击导致端盖轴承室与轴承外圈配合过松出现跑
外圈现象。无论跑内圈还是跑外圈均会引起轴承运行温升急剧上升以致烧毁,特别是跑内圈故障会造成转轴严重磨损和弯曲。但间断性跑外圈一般情况下不会造成轴承温度急剧上升,只要轴承完好,允许间断性跑外圈现象存在。②轴承腔内未清洗干净或所加油脂不干净。例如轴承保持架内的微小刚性物质未彻底清理干净,运行时轴承滚道受损引起温升过高烧毁轴承。③轴承重新更换加工,电机端盖嵌套后过盈量大或椭圆度超标引起轴承滚珠游隙过小或不均匀导致轴承运行时磨擦力增加,温度急剧上升直至烧毁。④由于定、转子铁心轴向错位或重新对转轴机加工后精度不够,致使轴承内、外圈不在一个切面上而引起轴承运行“吃别劲”后温升高直至烧毁。⑤由于电机本体运行温升过高,且轴承补充加油脂不及时造成轴承缺油甚至烧毁。⑥由于不同型号油脂混用造成轴承损坏。⑦轴承本身存在制造质量问题,例如滚道锈斑、转动不灵活、游隙超标、保持架变形等。⑧备机长期不运行,油脂变质,轴承生锈而又未进行中修。
相应对策:①卸装轴承时,一般要对轴承加热至80℃~100℃,如采用轴承加热器,变压器油煮等,只有这样,才能保证轴承的装配质量。②安装轴承前必须对其进行认真仔细的清洗,轴承腔内不能留有任何杂质,填加油脂时必须保证洁净。③尽量避免不必要的转轴机加工及电机端盖嵌套工作。④组装电机时一定要保证定、转子铁心对中,不得错位。⑤电机外壳洁净见本色,通风必须有保证,冷却装置不能有积垢,风叶要保持完好。⑥禁止多种润滑油脂混用。⑦安装轴承前先要对轴承进行全面仔细的完好性检查。⑧对于长期不用的电机,使用前必须进行必要的解体检查,更新轴承油脂。
3.由于绕组端部较长或局部受到损伤与端盖或其它附件相磨擦,导致绕组局部烧坏。
相应对策:电机在更新绕组时,必须按原数据嵌线。检修电机时任何刚性物体不准碰及绕组,电机转子抽芯时必须将转子抬起,杜绝定、转子铁芯相互磨擦。动用明火时必须将绕组与明火隔离并保证有一定距离。电机回装前要对绕组的完好性进行认真仔细的检查确诊。
4.由于长时间过载或过热运行,绕组绝缘老化加速,绝缘最薄弱点碳化引起匝间短路、相间短路或对地短路等现象使绕组局部烧毁。
相应对策:①尽量避免电动机过载运行。②保证电动机洁净并通风散热良好。③避免电动机频繁启动,必要时需对电机转子做动平衡试验。
5.电机绕组绝缘受机械振动(如启动时大电流冲击,所拖动设备振动,电机转子不平衡等)作用,使绕组出现匝间松驰、绝缘裂纹等不良现象,破坏效应不断积累,热胀冷缩使绕组受到磨擦,从而加速了绝缘老化,最终导致最先碳化的绝缘破坏直至烧毁绕组。
相应对策:①尽可能避免频繁启动,特别是高压电机。②保证被拖动设备和电机的振动值在规定范围内。